如何让焊接方钢管的焊缝更好?
如何焊接方钢管的焊缝更好
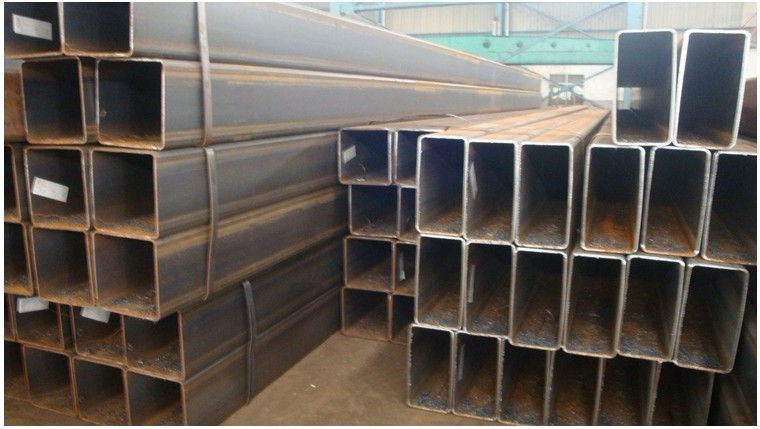
焊接方钢管首先清理干净焊口的油,漆,水,锈等,然后根据壁厚开坡口,厚的就开大一些,薄的就
开小一些(角磨机),然后就是对拼的缝隙,一般是焊条或焊丝直径的1- 1.5倍,如果你坡口不小心开大了
话可以适当留小一些。点固焊至少三点,一般四点比较好干活。
焊接方钢管的时候应该一半一半焊接,起点最好超过最底点一公分左右,那样从对面好接头。如果方
钢管壁厚的话,应该分层,至少两层,第一层整圈焊完才可以焊第二层。
为了更好地预测含碳量较高的冷弯方钢管的焊接应力-应变场,应用有限元软件ABAQUS及移动双椭球型
焊接热源模型,对焊接过程进行了数值模拟。在数值模拟过程中,采用了考虑与不考虑材料微观组织影响的
2种方法,其中微观组织的作用通过引入冷却过程中材料马氏体化引起的体积膨胀来施加。分析结果表明:
考虑材料微观组织影响可以更好地预测含碳量较高的冷弯方钢管的应力-应变场,纵向残余应力在焊缝处显
著降低,横向残余应力在临近焊缝处也有所降低,但在焊缝处显著升高。
信息来源:www.fang-guan.com
参考资料
“方管”相关词条
开放分类:
方管 方矩管 矩形管 低合金方管 镀锌方管 焊接方管







地址:上海市闵行区莘庄工业园 方管采购电话:021-36581655 56801018 销售顾问:13918571633 13701907125
Copyright © 2010-2014 上海享鑫金属材料有限公司 企业证照 版权所有 享鑫方管 © 2012 沪ICP备17003893号-1
版权所有 严禁复制 法律顾问:上海缪绍零律师事务所 工作时间 8:00AM - 22:00PM